3D printing and residual moisture
The residual moisture in the filament during Fused Deposition Modeling (FDM / 3D printing) should not be neglected. This has recently been confirmed by tests conducted by Brabender GmbH & Co. KG. Not only optical defects but also unpredictable changes in material properties, such as reduced mechanical properties, were detected.
Residual moisture in filaments
Sample figures

Figure 1: Sample OOTB1ASA

Figure 2: Sample OOTB2ASA
Measuring procedure in detail
Preparation – Two test bars were made of ASA and two of PLA by FDM. One each of the test rods made of ASA (sample name OOTB1ASA) and PLA (sample name OOTB1PLA) was produced with a filament from a new, unopened package.
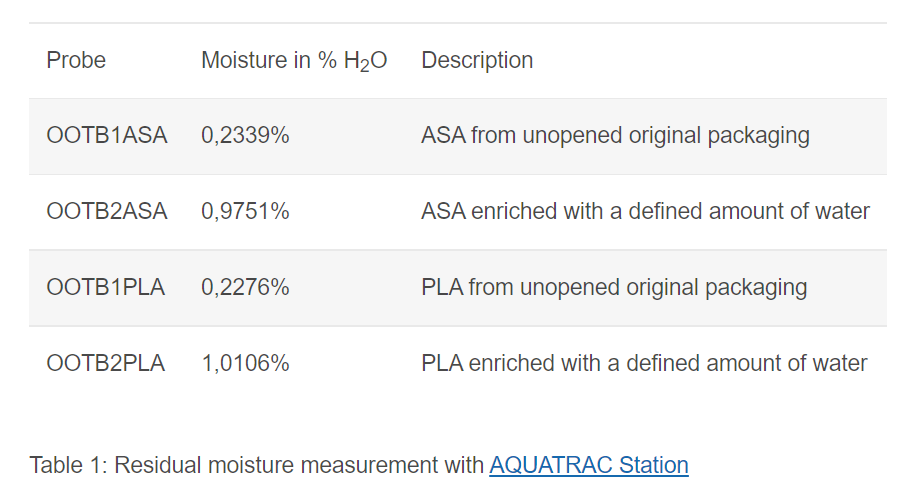
The filaments for the other two test rods from ASA (sample name OOW2ASA) and PLA (sample name OOW2PLA) were enriched with a defined amount of water. Prior to this, the residual moisture of all four filaments was determined with a Brabender AQUATRAC Station:
Observations – Already at the FDM with the wet filaments differences to the dry material are noticeable. Sometimes you can hear how the water in the melted filament suddenly evaporates. This leads to a slightly foaming effect which is visible in direct comparison, especially with the ASA test rods, see figure 2.
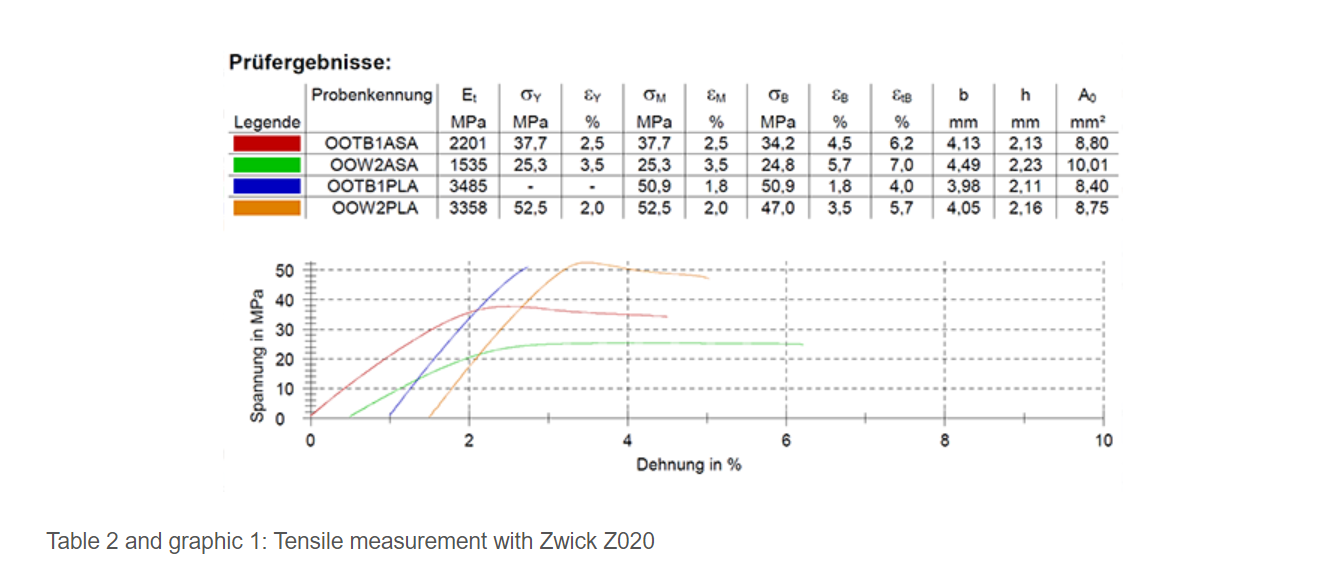
Measurement results – comparing the two tensile tests of the test bars made of ASA (red and green curve), the significantly lower tensile strength as well as the reduced modulus of elasticity of the wet material is noticeable. In contrast, the test bars made of PLA show only slight changes in tensile strength and modulus of elasticity. Here it is noticeable that the increased residual moisture appears to be a plasticizer.